- اهمیت برند و روش تولید فیلامنت ABS
- اسپول
- تنظیمات عمومی
- تنظیم صفحه چاپ
- چسبندگی به صفحه ی چاپ
- نازل، سرعت و ضخامت لایه ها
- تنظیم فن
- دفرمینگ (تغییر شکل)
اهمیت برند و روش تولید فیلامنت ABS
ما در این نوشته ی کوتاه ویژگی های فیلامنت ABS EX3D را بررسی کرده و راهنمای مختصری برای شروع کار ارائه خواهیم کرد. برندهای دیگر ممکن است خواص و رفتار متفاوتی داشته باشند چون مساله تنها اسم مواد اولیه ی مشترک پلاستیکی (در اینجا ABS) نیست. روش های مختلف تولید نیز روی رفتار نهایی پلیمر اثر می گذارند. برای مثال فیلامنت EX3D به روش ریسیدن خشک و تحت فشار 8000 psi تولید می شود. چنین روش تولیدی مانع از نفوذ آب و حباب هوا در فیلامنت خواهد شد.
بنابراین روش تولید بسیار مهم است و ما چون چالش رطوبت و حباب هوا را در فیلامنت ABS EX3D نخواهیم داشت، در این نوشته ی مختصر نیز وارد بحث رطوبت و حباب هوا و نحوه ی مقابله با آنها نخواهیم شد.
اسپول
مطمئن شوید که اسپول به درستی و آزادانه حرکت می کند. قطر حفره ی مرکزی اسپول EX3D همچون استانداردهای جهانی 55 میلیمتر است. پس اغلب کاربران با مساله ی حرکت اسپول روبرو نخواهند شد. اما اگر پرینتر شما متفاوت است و حرکت اسپول یکنواخت نیست؛ از این مساله به سادگی عبور نکنید! ایراد را رفع کنید. در صورت لزوم از پشتیبانی تلگرامی EX3D کمک بگیرید. ما چند مدل آداپتور پرکاربرد اسپول را در این صفحه قرار خواهیم داد. بسته به نوع پرینتر خود و محل نصبی که وجود دارد، یکی از آنها را دانلود، چاپ و نصب کنید.


تنظیمات عمومی
پرینتر شما حتما دارای محفظه باشد. مانند یک فِر که باید درب آن را بست وگرنه کیک شما به جای آنکه بپزد، خواهد سوخت!

تنظیم هیت بد
در ABS بسیار مهم است که لایه ی اول قطعه به درستی چاپ شود. فاصله ی نازل پرینتر در این مرحله نباید دور و یا نزدیک باشد! حوصله به خرج داده و هیت بد پرینتر را به درستی تنظیم کنید.
نحوه ی تنظیم بسته به مدل پرینترها متفاوت است اما متد کلی این است که با یک ورق A4 فاصله درست تشخیص داده شود. ورق را در زیر موقعیت نازل قرار داده و نازل را به موقعیت z=0 نزدیک کنید. با احتیاط و آهسته و قدم های 0.1 میلی متری اینکار را انجام دهید، در موقعیت z=0 کاغذی که در زیر نازل است را با دست بیرون بکشید. کاغذ باید با کمی مقاومت رها شود. اگر پاره شد پس نازل بیش از حد به صفحه نزدیک است. و برعکس آن، اگر بدون مقاومت رها شد پس فاصله بین نازل و صفحه بیشتر است. با این تکنیک ساده هیت بد (صفحه ی چاپ) را تنظیم کنید. دقت بفرمایید که در زمان تنظیم:
1- نازل تمیز باشد. (نازل را تا دمای 190 درجه داغ کرده و با پارچه ای تمیز کنید).
2- هیچکدام از قطعات پرینتر دچار لقی و خلاصی نباشند.
3- صفحه ی چاپ، صاف و تمیز و تخت باشد.
چسبندگی به هیت بد
با رفیق شفیق ABS کاران آشنا شوید… چسب ماتیکی! این چسب را بر روی صفحه چاپ می زنند تا قطعه از صفحه جدا نشود. گرچه هیت بد شما اگر به دمای 100 درجه سلسیوس برسد و پرینتر شما اگر ایزوله باشد و طرح شما اگر درست طراحی شده باشد و لایه ی اول به درستی اجرا شود و تنظیمات اسلایسر مناسب باشند! نیازی به این چسب نخواهید داشت. ایزوله کردن را در طول همین مقاله توضیح خواهم داد، بحث «طراحی مناسب» و «تنظیمات حرفه ای اسلایسر» بماند برای بعد.


نازل، سرعت و ضخامت لایه ها
برای ABS بهتر است از نازلی با قطر 0.5 و یا 0.6 استفاده شود. چون ABS دمای ذوب بالایی دارد. در واقع به جز چند مدل هات اند گران قیمت و دقیق، مانند ولکانو(نسخه ی آمریکایی)، هات اندهای معمولی از توانایی ذوب سریع و یکنواخت ABS عاجزند. اگر مجبور به استفاده از نازل 0.4 هستید در اینصورت سرعت پرینت را تا 30 درصد از مقداری که برای PLA تنظیم کرده اید، کاهش دهید.
اثر قطر نازل بر روی نمای قطعه چندان قابل تشخیص نیست. یعنی چندان مهم نیست که نازل دستگاه شما 0.4 باشد یا 0.5، جز در مواردی خاص و نادر، برای مثال با افزایش قطر نازل چگالی قطعه و توان تحمل ضربه نیز افزایش می یابد. با کاهش دادن قطر نازل، دفرمینگ در قطعه کم می شود، یعنی قطعه دقیق تر خواهد شد، و مواردی دیگر که بحث اش خارج از این مطلب است. همینقدر بگویم که اگر در پی چاپ قطعه ای معمولی هستید مانند یک قالب، فرق چندانی بین نازل 0.4 و 0.5 نیست.
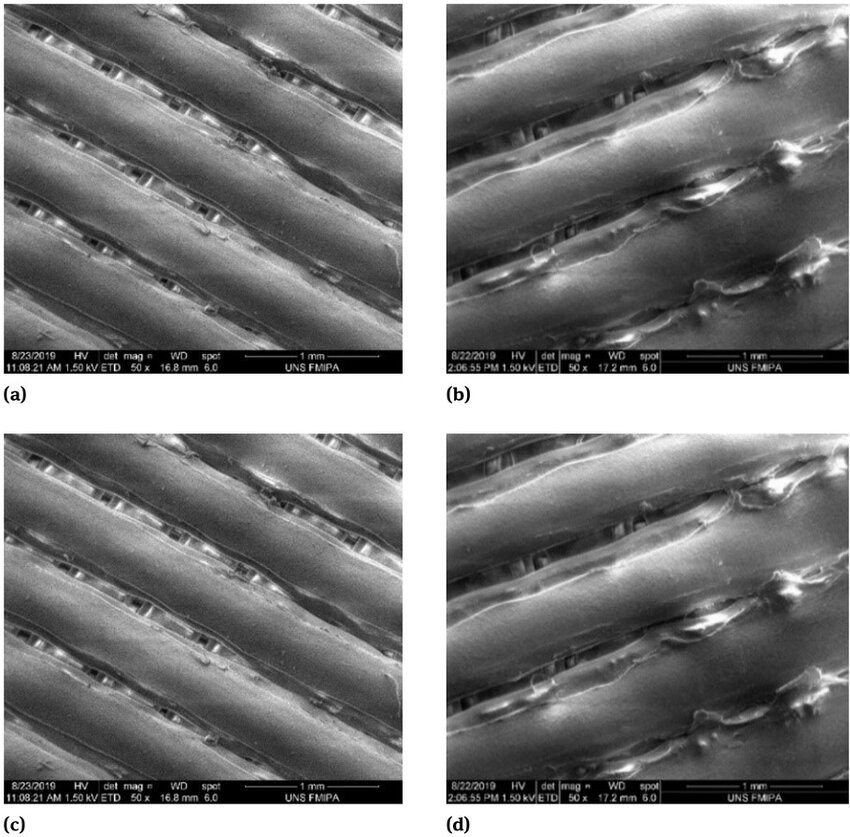
تصویر میکروسکپی متعلق به نازل های a(0.3)-b(0.4)-c(0.5)-d(0.6).
ضخامت لایه هرچه کمتر باشد ظاهر قطعه یکنواخت خواهد شد.
من معمولا ارتفاع لایه را در نازل سایز 0.6، 300 میکرون (معادل 0.3 میلی متر) در نظر می گیرم، بیشتر از این مقدار، سطح کار زبر می شود به نظرم و کمتر از این مقدار کند! تشخیص پارامتر ضخامت لایه البته با شماست، تنها توجه داشته باشید که ضخامت، متناسب با قطر نازل انتخاب شود. ارتفاع لایه با نازل 0.4 را نباید بیش از 0.2 میلی متر قرار داد چون چسبندگی بین لایه ها کم می شود. دلیلش شکل هندسی فیلامنت است. پس برای نازل 0.4 حداکثر ضخامت لایه 0.2 باید باشد، کمترش اشکالی ندارد (جز کند شدن سرعت چاپ!) و برای نازل 0.5 و 0.6، ضخامت لایه را می توان حداکثر تا 0.35 تنظیم کرد و پرینت موفقی با ABS داشت.
تنضیمات فن
فن عموما یا باید خاموش باشد و یا با سرعت کمی مانند ده درصد کار کند. پاسخ اش بستگی دارد به زمان لازم برای چاپ شدن یک لایه ی کامل. برای مثال قطعه اگر کوچک و سرعت پرینت اگر زیاد باشد، لایه ها در زمان کوتاهی چاپ خواهند شد. فرض بفرمایید مثلا در 20 ثانیه، در این حالت فن روی ده درصد قرار بگیرد. اغلب موارد اما بهتر است که خاموش باشد. همچنین در موارد خاص برای جلوگیری از اثر “پای فیل”( خم شدم لایه های ابتدایی که معمولا از دمای بالای هیت بد و وزن مدل ناشی می شود) سرعت فن را بسته به توان اکسترودر دستگاه باید بالا برد. پس اگر چنین حالتی روی مدل مشاهده شد، سرعت فن را افزایش دهید. در بخش تنظیمات حرفه ای اسلایسر (در آینده قرار خواهیم داد!) می توان سرعت فن را برای هر لایه ای به صورت مستقل تعیین کرد.
دفرمینگ (تغییر شکل)
مساله ی دیگری که اغلب اهل پرینت با آن روبرو می شوند دفرمینگ و یا تغییر شکل قطعه است. این رفتار در ذات هر ترموپلاستیکی هست، در ABS شدید تر است چون دمای گلس آن نسبتا بالاست، در حدود 105 درجه؛ به این معنا که هر چه از این دما پایین تر برویم قطعه ی چاپ شده کوچکتر خواهد شد!
فرض بفرمایید دمای محیطی که قرار است قطعه ی چاپ شده، در آنجا کار کند 20 درجه باشد، مثلا چرخ دنده ی ساعتی که قرار است در دمای اتاق کار کند. در این حالت یک بازه 80 درجه ای از دفرمینگ، پس از فرایند چاپ خواهیم داشت. این رقم برای مثال در پی ال ای و تحت همین شرایط محیطی، 30 درجه است. نتیجه آنکه چاپ چرخ دنده با ABS کار دشواری هست. گرچه ما در مراحل تست فیلامنت EX3D دو عدد ساعت دیواری مکانیکی بسیار دقیقی را با موفقیت چاپ کردیم، اما کار سختی بود و برای کاربران مبتدی چنین پروژه هایی را پیشنهاد نمی کنیم. اجرای اینگونه پروژه ها با ABS شدنیست ولی تسلط زیادی می خواهد.
خلاصه که هر دو پلاستیک، پس از چاپ مقداری کوچک می شوند اما در ABS حجم کوچک شدن بیشتر است.

چرخ دنده های ساعت مکانیکی و چراغ رومیزی مدولار چاپ شده از فیلامنت ABS EX3D
سه عامل اصلی برای رفع دفرمینگ
اول: پرینتر خود را ایزوله کنید! می توان حتی از ام دی اف برای این منظور استفاده کرد. فراموش نکنید که ایزوله کردن پرینتر علاوه بر افزایش کیفیت پرینت و افزایش چسبندگی لایه ها و چسبیدن به صفحه و…، بر روی مصرف برق دستگاه شما نیز تاثیر فراوانی خواهد گذاشت. همینطور کنترل گازهای خروجی را ممکن خواهد کرد. بنابراین مساله ی عایق بندی را جدی بگیرید! بدون عایق، پرینت کردن با ABS کار عبثی است.
چند ساعت وقت بگذارید و برای پرینتر خود محفظه ای از ام، دی، اف بسازید.
دوم:
تغییر سایز را در مرحله ی طراحی رعایت کنید. برای مثال اندازه حفره ی 3 میلی متری را ده درصد بیشتر، یعنی 3.3 در نظر بگیرید. بعد از پرینت حفره ی حاصل شده 3 میلی متر خواهد شد. چون حفره ها مانند سراب هستند! آنگونه که در نرم افزار دیده می شوند پرینت نخواهند شد. این موضوع به قوانین فیزیک بر می گردد! فقط در نظر بگیرید که حفره ها، کوچک تر چاپ می شوند پس باید آنها را مقداری بزرگتر طراحی کرد.
سوم:
توانایی تنظیمات تخصصی نرم افزار اسلایسر است که این یکی بحث بلندیست و مطلبی عمیق و وقتی زیاد می طلبد. ما در آینده ای نزدیک تنظیمات اسلایسرهای معروف را در صورت تقاضای کاربران پوشش خواهیم داد.